发动机(动力总成),在互联网上虽然屡次被轻蔑,但其核心地位依然无法撼动。 本期老王从一个动力总成工程师的角度,分享一下长安这台1.5T蓝鲸NE系列发动机具备的一些素质还有长安在这方面的一些缺憾。
一、顶端设计
蓝鲸有很多系列,其中蓝鲸NE并非单一的某台发动机,而是一个动力平台,它定位于中小排量的发动机,可以在1.0-1.8L之间拓展,零部件通用率达到98%,40%增压直喷最高热效率,并且还能兼容48V、PHEV和乙醇燃料等技术。
作为汽车的核心部件,它的生命周期甚至比一代车型还要长,所以对于发动机的研发,不光要更具前瞻性,还要让一些高新技术,让消费者在实际驾驶中真正体会到它的优势。
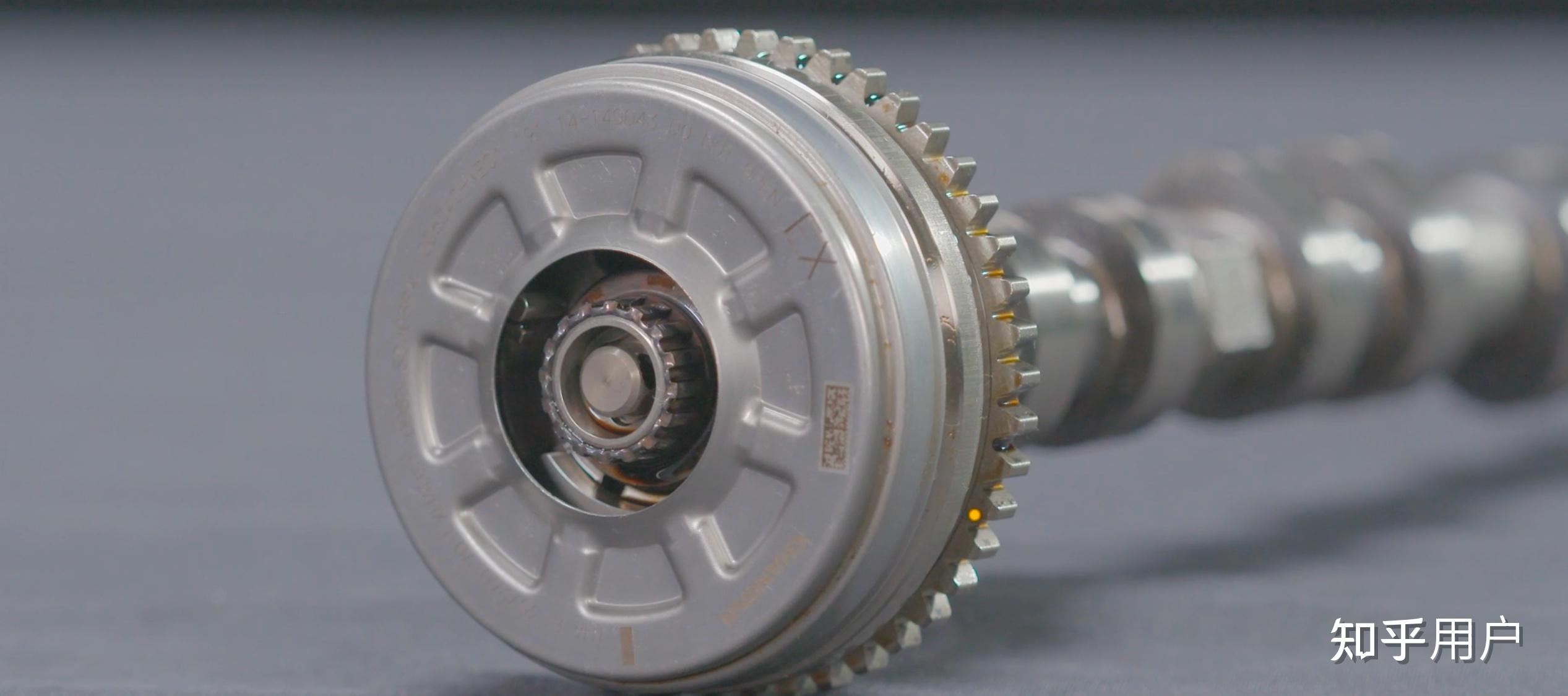
(1) VVT
其实可变气门正时在很多发动机上都有,蓝鲸VVT的优势是用无刷直流电动机和减速齿轮组代替了液压制动器,响应速度提升175%,更有利于变速箱的标定,最终效果:油耗表现更好,动力系统更平顺
(2)双流道的IEM
说到动力平顺和油耗表现,让蓝鲸发动机在这两方面有着出色表现的不仅仅源自于可变气门正时,VVT是从空气方面优化发动机的燃烧,而接下来介绍的技术,是从温度入手。
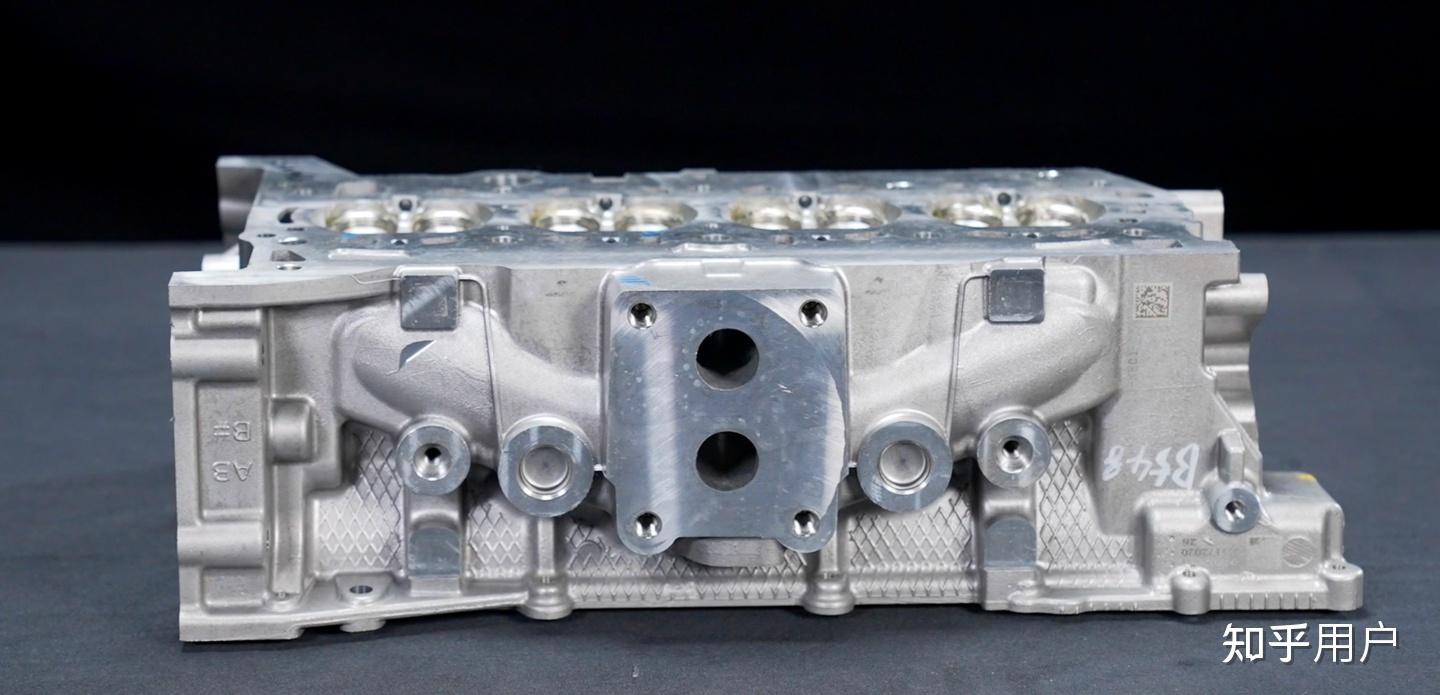
因为发动机只有在正常的工作温度范围内,动力、油耗、排放才能达到原有的设计要求,所以为了缩短冷启动阶段暖机时间,越来越多的厂商都采用“缸盖集成排气歧管”设计,简称IEM。 而且蓝鲸NE 1.5T的机型采用的是双出口的IEM设计,这个确实在小排量方面国内首例。
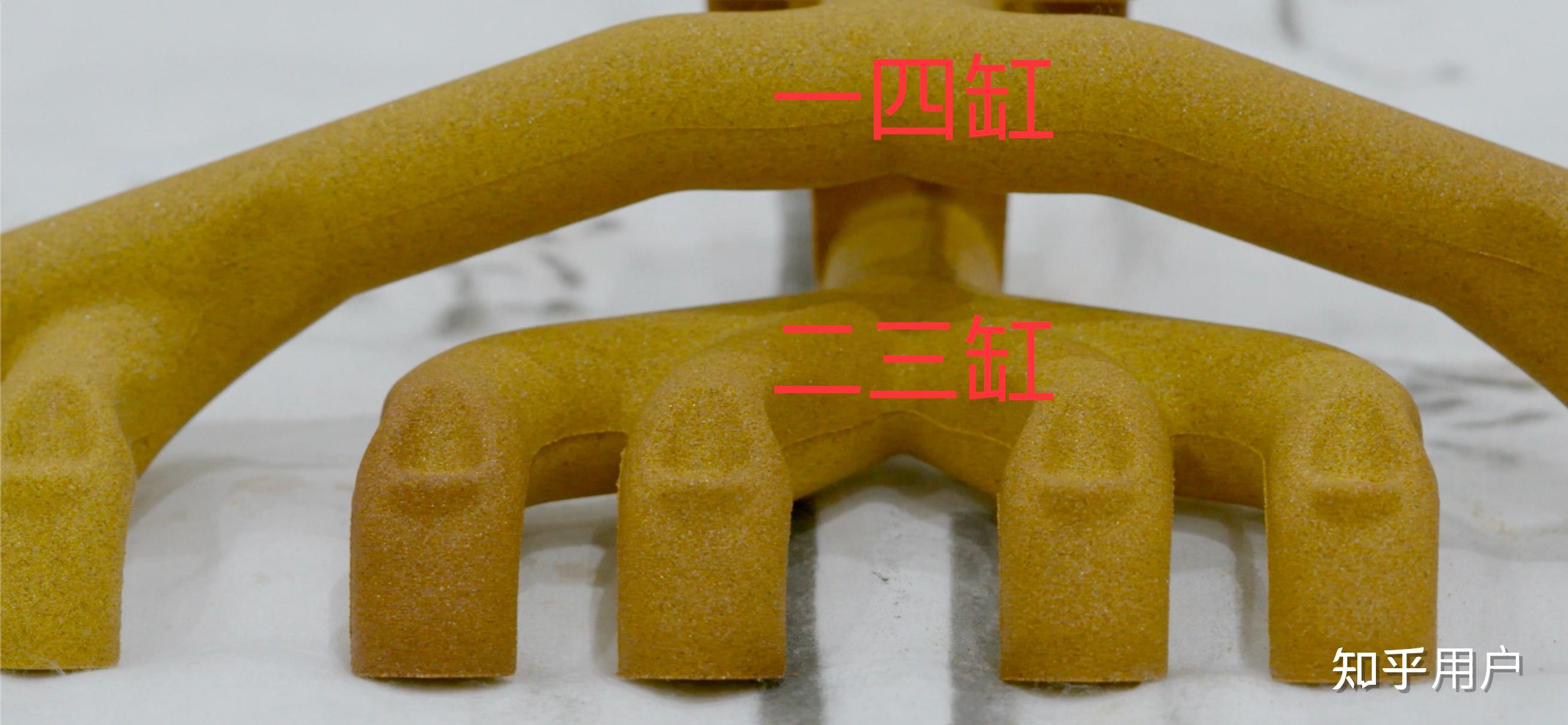
IEM通过排气歧管与缸盖共用水套,利用排气温度提高冷却液温度,从而缩短暖机速度。对于咱消费者来说,直观优点就是暖风出得快,大幅提升冬季用车的舒适性。当然它最大的作用是在发动机高负荷运转下,降低排气温度,同时提高涡轮响应速度,降低缸内喷油浓度,对于消费者来说,动力响应更快,更省油。

家用车的缸盖,基本都是铸造铝合金,但受制于技术或成本,现有的铸造技术很难满足量产要求,所以工程师们,从材料研发入手开发了一种CA1的铝合金的材料。
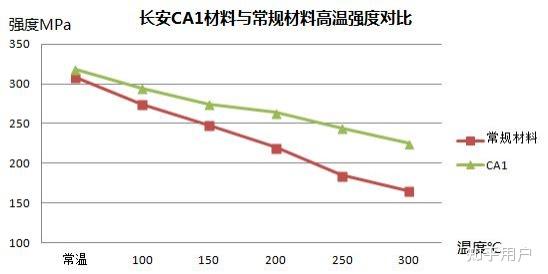
与常规材料相比,蓝鲸NE高温强度更高
(3)350bar高压喷油嘴
通过VVT和双流道IEM解决了进排气的问题,但是说到优化油耗,还得是喷油机构,蓝鲸采用了350bar高压喷油系统,其实350bar在目前发动机中属于什么级别?单指喷油压力这一个技术指标,可以说与一线国际大厂没有技术差距。
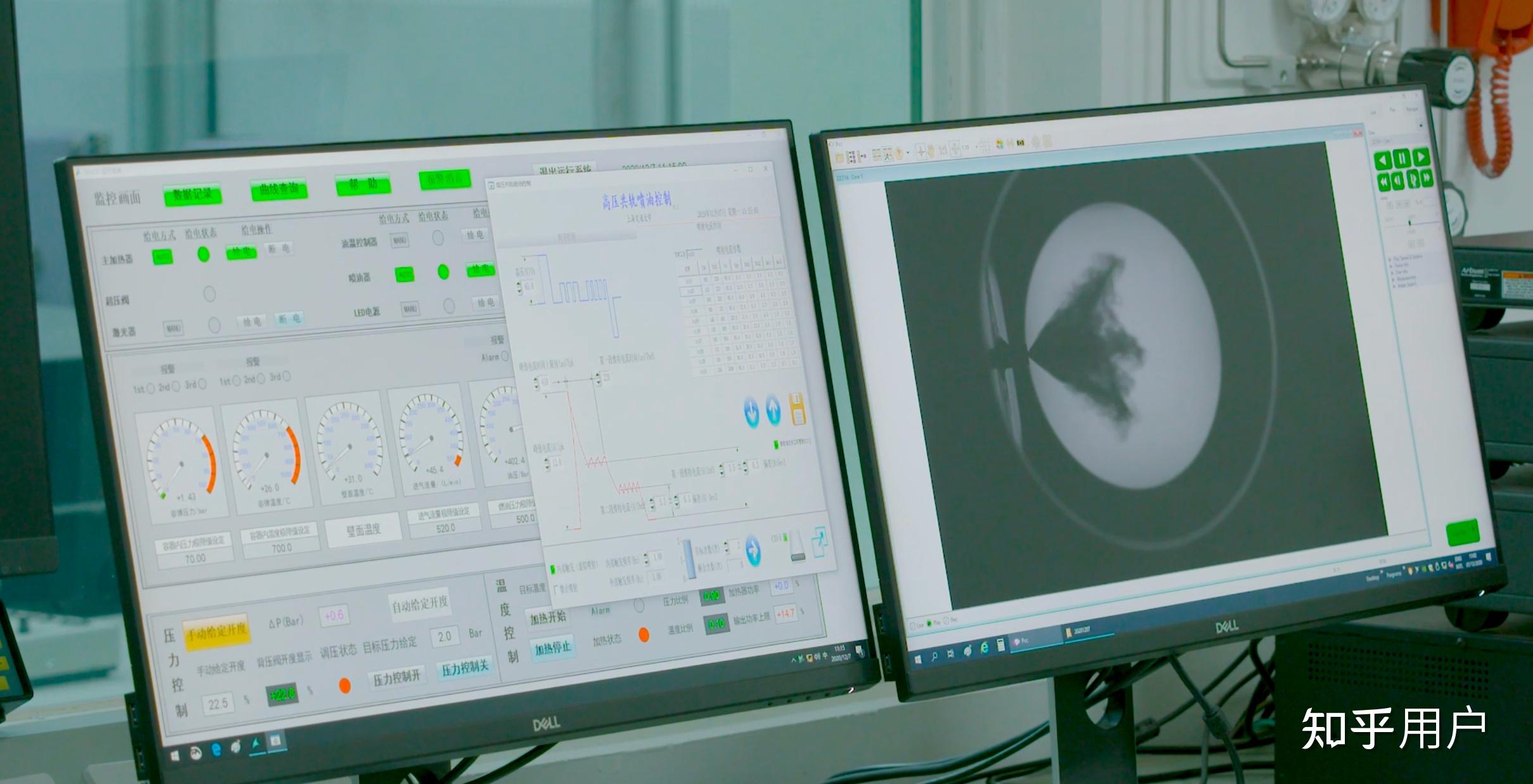
蓝鲸NE平均燃油颗粒大小可以达到12um
长安蓝鲸NE是在350bar这个基础上增加了多点多方向多油束的喷射管理,相当于压力这一块给玩明白了。
二、发动机机加工领域
(1)缸体的珩磨工艺
烧机油、机油增多、机油乳化,这些问题在各个品牌发动机上都时有发生,如何避免?这和每个零件的设计、每项工艺的优化都密不可分。

很多人都问有没有一台发动机不烧机油?这里老王告诉大家这个世界上,还真没有。在气缸内部,汽油和机油是两个配合默契的兄弟,汽油燃烧提供动力,机油负责润滑和降温,两者共处一室,理论上二者在活塞的隔离下应该互不干涉。

但是,活塞每上下一次都会让机油滞留在缸壁上一些,紧接着立刻被燃烧室烧掉,相应地活塞环也会把一部分燃油刮到油底壳中,本质上发动机烧机油和机油增多这两种现象是一定存在的,控制的好不好,会不会超过预警值,这就要看发动机的本事了。
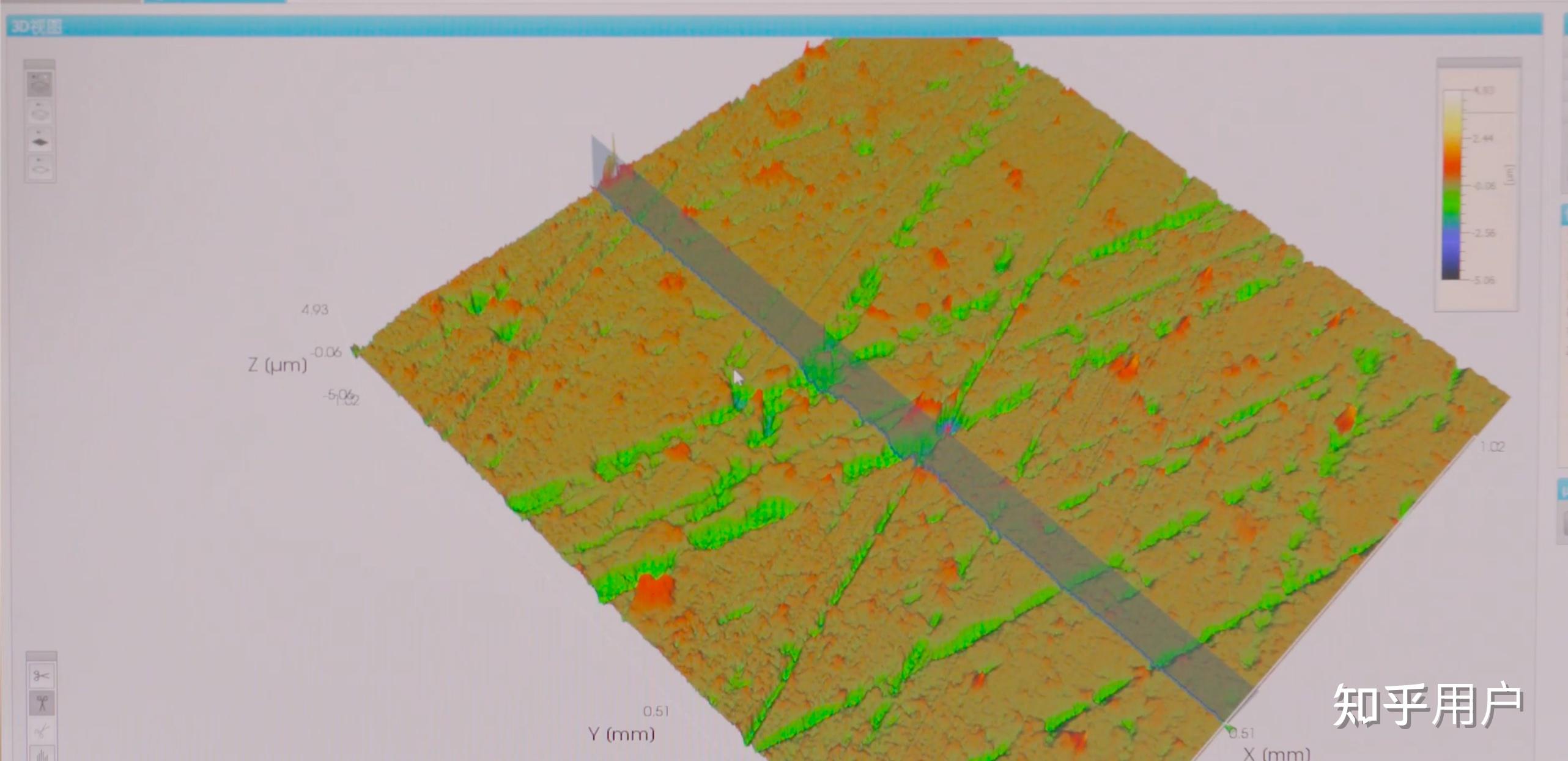
气缸壁表面的微观世界非常奇特,为了让活塞与缸壁之间有充足的润滑,缸壁都不是完全光滑,会用珩磨工艺,在缸壁表面加工出细小的网状纹路用于存油。但既要有足够深的沟壑用来存油润滑,又不至于让沟壑的峰顶在剧烈折损而掉落,这往往是一对矛盾的概念。
(2)曲轴机加工
气缸内每次爆炸产生的推力推动活塞向下做功,再由曲轴将其转化为扭矩,最终会传递到车轮,所以曲轴在自身旋转离心力和往复惯性力的共同作用下,还要保持优秀的平衡性,这对于它的强度、动平衡和机加工工艺有极高要求。

(a)曲轴粗加工-长油孔钻头
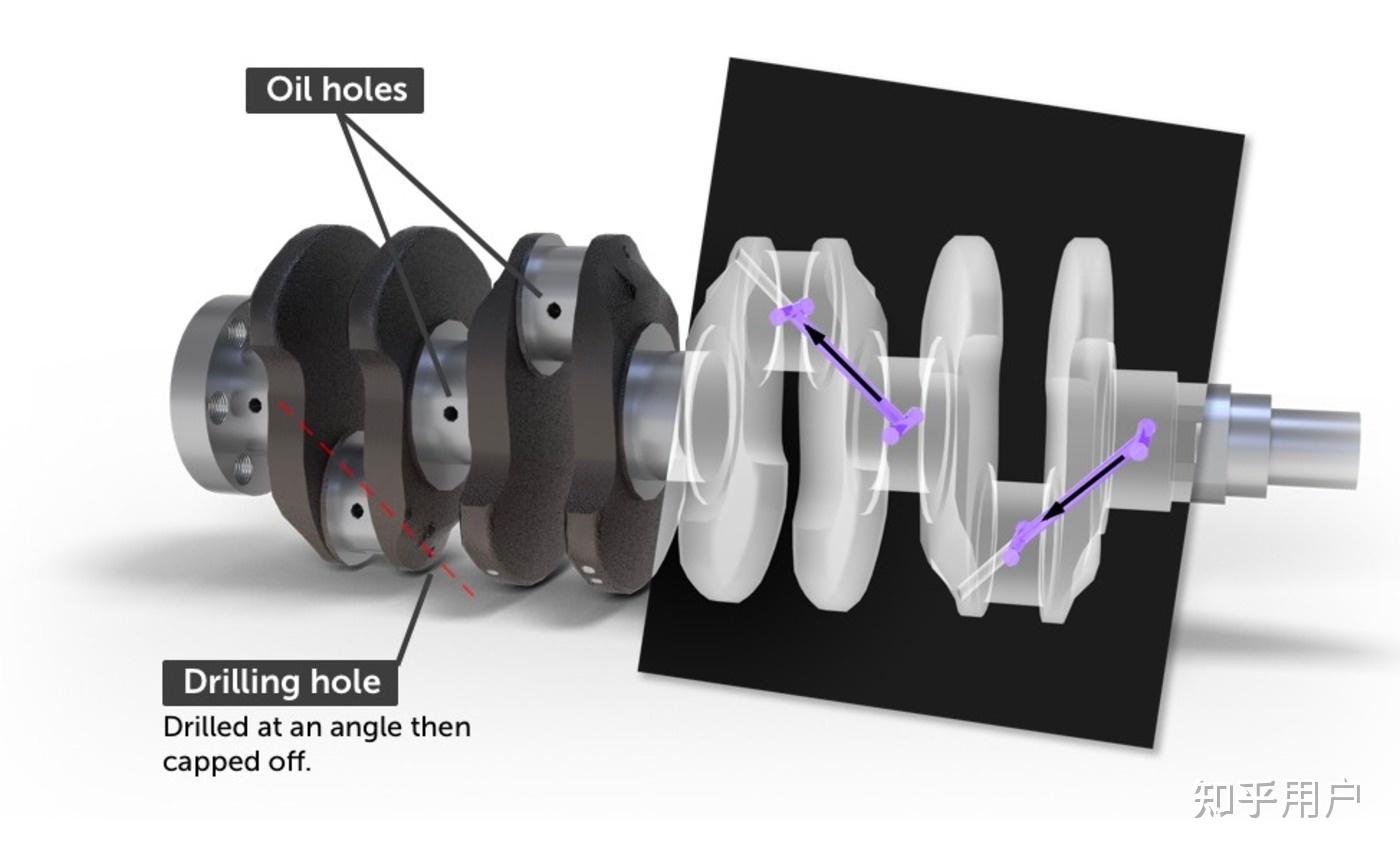
本篇曲轴机加工非常重要的一个工序,长油孔钻头,这个工序是为了打通一条主轴颈和连杆轴颈之间的隧道,让来自缸体的高压油液顺利泵入活塞连杆轴颈的轴瓦上。而如此细小的钻头在曲轴上打孔成为了很多刀具厂家的梦魇。
在这个领域,研发出色的厂家以美国、日本的钻头为主,像山特维克可乐满 Sandvik Coromant /住友グループ- 发动机刀具领先企业,那么据我了解,长安蓝鲸在这个工序上依然需要采购国外先进刀具,国内刀具公司近期也有类似的产品出炉,但往往大于600件/次,大于一定进给参数的刀具暂时还做不出来。
(b)滚压-校直
Hegenscheidt赫根塞特-多数发动机工厂唯一供应商

这个工序叫做曲轴的滚压,目的是在轴颈铣削之后对主轴颈和连杆轴颈的沟槽进行以校直和去应力为目的的深度滚压,供应商Hegenscheidt赫根塞特是这一领域的“隐形冠军”,目前全世界几乎所有的曲轴滚压工艺均被这家供应商包揽,长安蓝鲸自然也不例外,甚至有些车企为了不选择这家供应商,而选择从顶端设计时,刻意避开这项工艺。当然,具体如何加工的具体需求还是由长安来把握。
(c)精加工:磨床
(Junker永克-全世界最大的汽车发动机磨床供应商)
加工精度0.005mm,圆度要求0.005mm以内,跳动0.03mm,曲拐半径公差要求0.1mm,这些都是对于曲轴轴颈磨床的要求,各家车企之间都略有区别。与此同时,曲轴轴颈还不是纯圆柱体,微观表面之下每一个轴颈都是腰鼓肚的设计。

三.结尾:问题和展望
作为前机加工刀具工程师老王要说一句,其实无论是刚才的缸体前面讲的缸盖、包括曲轴,目前世界上所有的车企,德国、奥地利、西班牙、日本以及美国这五个国家几乎将上述所有的高精度刀具都垄断了,汽车企业和航空航天很多的非标件不一样的地方就是高精度、高效率和低成本三者的平衡,缺一不可。
不过作为顶端设计与生产落地,长安蓝鲸NE系列目前市场反响还是不错的。上述部分图片是我这几年访问长安汽车研发总院以及生产线拍摄的。具体细节还有很多没有披露,随着我节目和文章的讲解,我逐渐放出来,记得保持关注。
我是老王,下期见! |